|
- 破碎机 颚式破碎机
- 球磨机 水泥球磨机
- 选粉机 离心选粉机
- 除尘器 布袋除尘器
- 提升机 斗式提升机
- 烘干机 回转烘干机
- 包装机 水泥包装机
- 输送机 皮带输送机
- 链条输送机 刮板输送机
- 螺旋输送机 叶轮给料机
地址:中国-郑州-南阳路216号
传真:+86-371-63759558
电话:+86-371-63759558 - 55890022
邮箱:huanqiuzg@gmail.com
网址:http://www.shuinifenmo.com
 |
 |
 |
 |
 |
 |
 |
 |
打散机与带V型选粉机辊压机粉磨系统比---水泥粉磨站 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
水泥工业正广泛采用辊压机作为粉磨系统的预粉碎设备,与其它粉碎设备相比较,具有如下特点:①粉碎比大,一般熟料破碎机的粉碎比在5~30,而辊压机的破碎比能达到30~400。②能改善物料易磨性,对水泥熟料进行邦德功指数测试发现,熟料通过辊压机挤压后,邦德功指数下降约4~5kWh/t,说明熟料的易磨性得到很大改善。③辊压机是与打散分级机或V形分级机组成闭路系统进行工作的。④辊压机设备和系统是连续稳定工作且输出量是可调的。由于具有以上特点,采用辊压机作为预粉碎的粉磨系统有产量高、能耗低、生产稳定的优点。 1 主机配置和工艺特点 工艺选择应遵循以下规则:如果选择的辊压机的电机功率(两台主电机)之和与磨机主电机功率之比值在0.4以下,工艺中应选择打散分级机;如果这个值在0.5以上,则应选择V形分级机。这是由分选系统的特点决定的。
表2磨机、辊压机和分选设备的常见配置
注:表中“功率比”指辊压机的两台主电机功率之和与磨机主电机功率的比值。 1.2两种工艺的特点
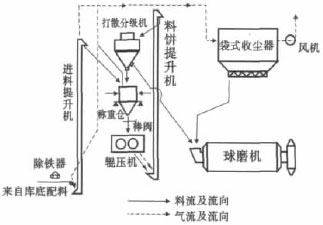
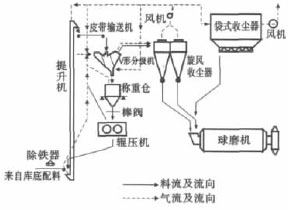
图1打散分级机工艺流程示意图 (2)采用V形分级机的系统特点:①该工艺中物料的循环量约70%,所有细粉由循环风抽出,向球磨机系统提供的物料粒度较细,d90≈0.2~0.3mm。②由于V形分级机对料饼没有打散功能,料饼仅靠在输送过程中几次“摔打”进行分散,辊压机对物料的挤压力不能太大,否则料饼太密实难分散,对物料的易磨性改善效果差,这点对磨机进一步增产不利。③物料中的水分大时,料饼比较结实难分散,该工艺对物料水分要求比较严格。④该工艺系统向球磨机系统供给量受辊压机处理能力限制,而辊压机能力受多种因素影响,如果辊压机能力偏低,就会造成供应不足,被迫拉风以保证磨机的供应,较粗的颗粒被抽出,会造成风路系统的风管、旋风筒和循环风机磨损严重。该系统中,应该是辊压机处理量的30%提供给磨机,所以辊压机配置要大。⑤采用V形分级机的挤压粉磨工艺,工艺流程复杂,对操作人员的技术素质要求较高。V形分级机工艺流程见图2。
图2 V形分级机工艺流程示意图
2.1物料中的细粉含量(加入颗粒分析表) 因此,对于辊压机与磨机的配置关系,偏小配置的物料细粉含量约35%~50%,偏大配置为60%~80%。不同配置时入磨物料的颗粒分布见表3。 表3不同配置时入磨物料的颗粒分布%
2.2 辊压机的做功量 综上所述,辊压机在粉磨过程中有两个作用,其一是能将块状物料挤压分选成为细粉,向球磨机提供很细的物料粉;另一重要作用就是改善物料的易磨性,使物料变得好磨了,双重效果使得辊压机大幅度提高系统产量。所以物料中的细粉量和辊压机出力大小是衡量系统工作是否正常的两个关键指标。
3 如何提高辊压机的使用效果 (2)从称重仓至辊压机入口必须通畅。辊压机的能力的发挥与进料是否顺畅有直接关系。在称重仓至辊压机的溜子上安装有棒阀、电液阀或气动阀,这些阀门在辊压机工作时应全部打开。从称重仓至辊压机的溜子里应该充满着物料并整体垂直向下流动,不允许断断续续流动。溜子内侧应是光滑平面,不允许有任何阻碍物料流动的东西,比如为防止溜子磨漏焊接了角钢或内部增加的衬板等,都会阻碍物料流动。在称重仓内粗细物料混合在一起,形成最大堆积容重,通过溜子整体向下流动进入辊压机,对辊压机实行过饱和喂料,辊压机的能力就能充分发挥。 (3)压力的合理调节。调节辊压机液压系统的压力,从而调节辊子对物料的挤压力。挤压力大,物料被挤压的效果就好,但有两个前提必须注意,辊压机活动辊的左右两侧必须形成辊缝,所加的压力才能完全作用在物料上,否则加压是无效的;另一点须注意的是压力增加后辊压机主电机的电流是否增加,如果没有增加,说明此次加压无效,应该退回到原来的设置。 (4)辊压机侧挡板调节要合理。物料进入两辊的压力区时开始受到挤压,部分物料会向辊子的两侧逃逸,侧挡板的作用正是为了阻止物料的逃逸,使物料通过辊压机的压力区得到有效挤压。侧挡板紧靠两辊侧面,在不接触辊侧的前提下应尽量靠近,使侧漏现象尽量减小。 (5)斜插板合理调节。调节斜插板可以控制辊压机的处理量,由于各厂的物性有差别,有的流动性差,此时辊压机辊缝小、电流低,向上提拉斜插板以提高辊压机的处理量;相反,有的厂物料流动性特别好,辊压机辊缝大、电流高,严重时造成辊压机提升机超负荷,此时应向下移动斜插板,控制进入辊压机的量。 (6)合理调节活动辊垫块。活动辊垫块要适度,太厚太薄都不好。辊压机正常工作时,左右两侧辊缝保持在10~30mm且基本相等为好,太小时要减薄垫块,太大时要加厚。 (7)操作中粗料、细料搭配。不要轻易中断配料,配料中断时,进入称重仓的全是分级机返回的细料,这些物料在仓内形成细料层,细料层在仓内不稳定,造成仓位不稳难操作。所以仓位偏高时,可以减少喂料量而不要停止喂料。 (8)称重仓仓位的控制。稳定仓位是系统操作的基本要求,但仓位有高仓位、中仓位、低仓位甚至空仓位几种操作模式。各粉磨线有一个最佳仓位,在最佳仓位操作,系统稳定、辊压机效果发挥充分,产量高细度好。仓位的变化有时还可以调节偏辊现象。所以新投产的粉磨线要尝试几种仓位的操作,从中选择一种最佳的操作仓位。 (9)石膏、混合材粒度要与熟料粒度一致。许多企业石膏和混合材粒度太大,这会影响挤压效果。石膏或混合材中的大块通过辊压机时,将辊子撑开,粒度相对较小的熟料颗粒所受的挤压力偏小,挤压效果不好,不能有效改善它的易磨性,难磨细。熟料磨细才能发挥强度,这种情况下只有牺牲产量来保证水泥强度。 (10)矿渣掺入的影响。辊压机系统对颗粒小、易磨性差的物料适应性差。比如矿渣,矿渣属难磨物料,它们被挤压效果的好坏,直接对水泥磨的细度产生影响。但矿渣颗粒又比较小,夹杂在熟料空隙之间,通过辊压机时,所收到的挤压力要低于大颗粒物料,低于物料所受的平均压力,易磨性没有得到很好的改善。所以,以矿渣作混合材的厂家要控制矿渣掺入量,最好在5%以下。 4 结束语 --------------------------------------------------------------------------------------------- |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||