|
- 破碎机 颚式破碎机
- 球磨机 水泥球磨机
- 选粉机 离心选粉机
- 除尘器 布袋除尘器
- 提升机 斗式提升机
- 烘干机 回转烘干机
- 包装机 水泥包装机
- 输送机 皮带输送机
- 链条输送机 刮板输送机
- 螺旋输送机 叶轮给料机
地址:中国-郑州-南阳路216号
传真:+86-371-63759558
电话:+86-371-63759558 - 55890022
邮箱:huanqiuzg@gmail.com
网址:http://www.shuinifenmo.com
 |
 |
 |
 |
 |
 |
 |
 |
5500t/d水泥回转窑施工方案-回转窑安装土建全套案例-水泥粉磨网 |
1.概述
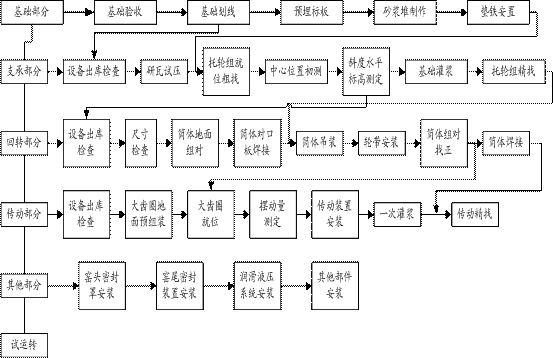
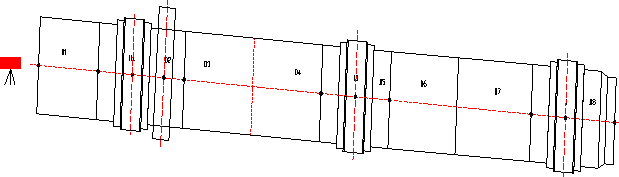
环球重工回转窑安装流程图
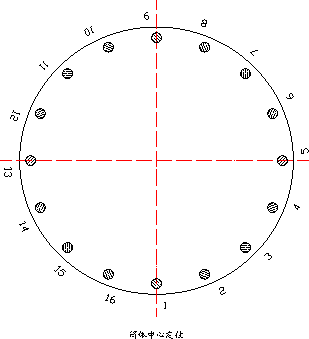
托轮轴瓦刮研:轴与瓦接触角度60°-70°(接触角度以符合图纸要求为准)接触点不
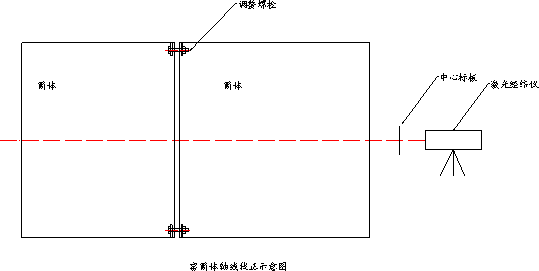
回转窑筒体轴线找正示意图
5mm,
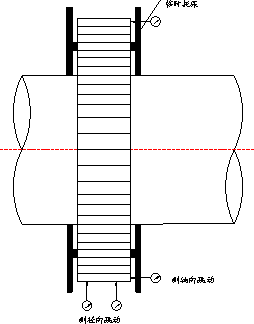
回转窑大齿圈跳动量测量示意图 ----------------------------
|